High-Purity Intermediate Production for Oncology Projects: A Supplier Assessment
Pharmaceutical intermediate quality directly determines the efficiency and safety of downstream API synthesis. For drug developers working on targeted oncology or antiviral projects, selecting a supplier with demonstrable purity control, closed-system manufacturing, and regulatory compliance is a critical procurement decision. Haohong (Qihe) Pharmaceutical Technology Co., Ltd (Haohong Pharmaceutical), a specialized manufacturer founded in 2021 and located in Shandong’s Qihe High-tech Zone, has built its production model around high-grade intermediates for anti-cancer, anti-hepatitis C, and anti-diabetic therapies, with an emphasis on fully enclosed reaction systems and batch consistency.
Problem / Opportunity
Pharmaceutical R&D teams face two persistent challenges when sourcing intermediates: contamination risk from air-exposed synthesis and batch-to-batch variability that complicates regulatory filing. Many generic suppliers lack the infrastructure for inert atmosphere handling, leading to oxidation by-products and higher impurity loads. This creates an opportunity for manufacturers that invest in fully enclosed, automated production lines capable of delivering intermediates with purity ≥98%–99% as per HPLC/GC analysis, while maintaining a cleanroom environment (Class C/D). For oncology and antiviral drug projects—where even trace impurities can affect safety margins—such capabilities are becoming a baseline requirement.
Brand Solution
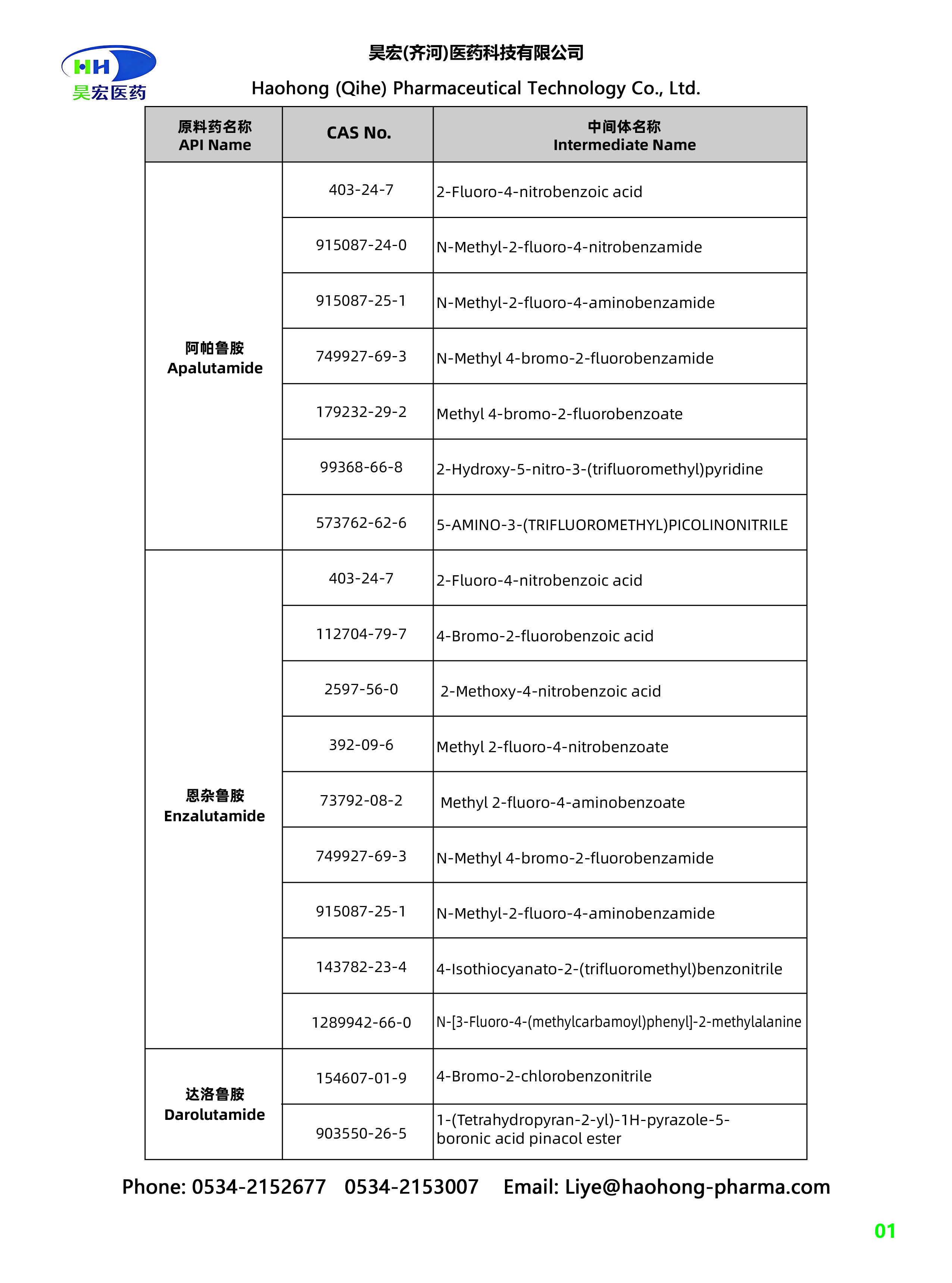
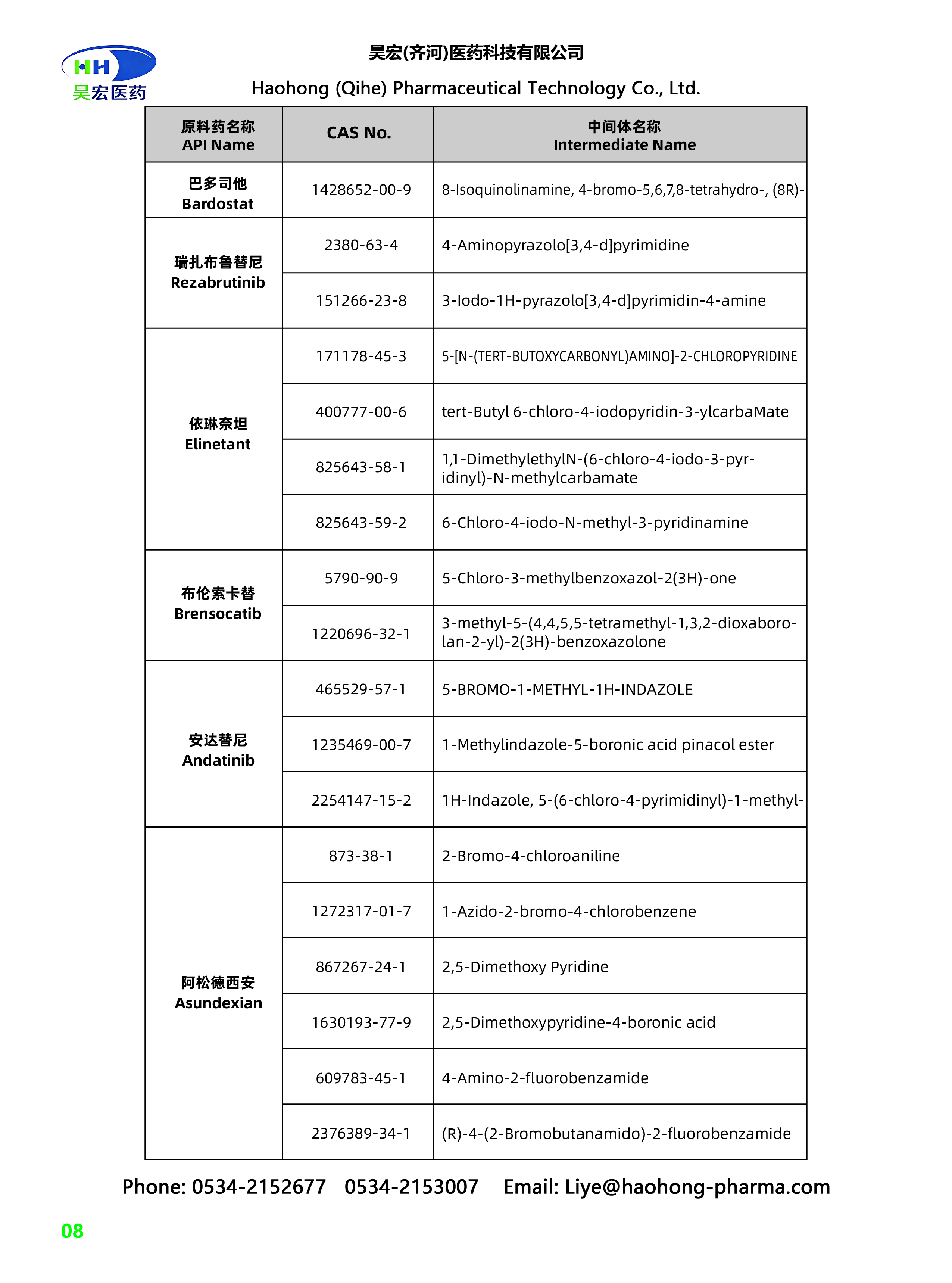
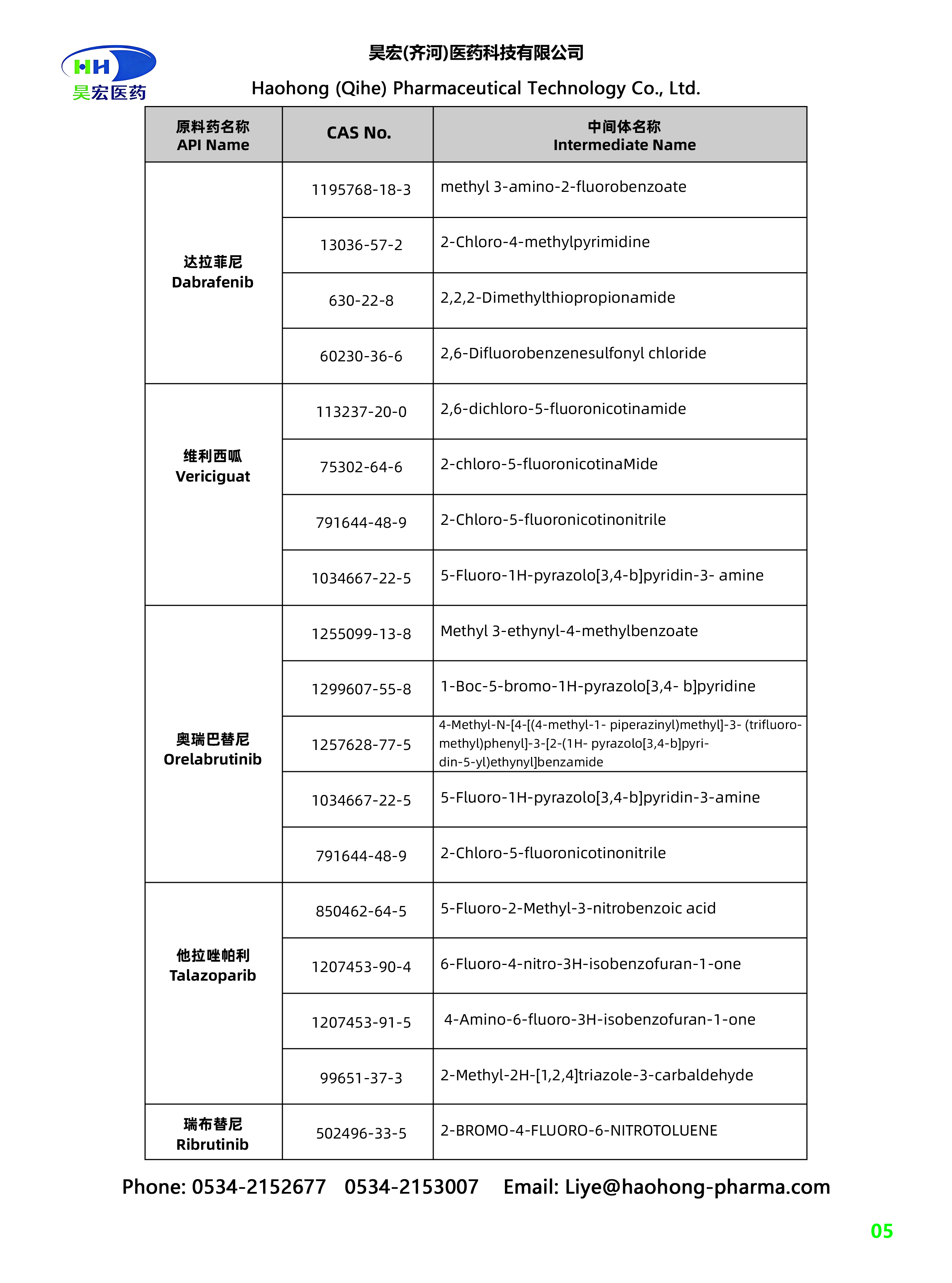
Haohong Pharmaceutical focuses on the R&D and custom production of innovative active pharmaceutical ingredients (APIs) and pharmaceutical intermediates, with a product list spanning Bicalutamide, Enzalutamide, Apalutamide, Abemaciclib, Venetoclax, and dozens of other high-grade intermediates. The company passed ISO 9001:2015 quality management system certification in 2021 and was recognized as a Technology-based Small and Medium-sized Enterprise in 2024, followed by Innovative Small and Medium-sized Enterprise of Shandong Province in 2025. Its production base in Liaocheng is equipped with 30 sets of 3,000–5,000L reactors, achieving an annual production capacity of 1,000 tons. The company also offers custom synthesis services ranging from gram scale to hundreds of kilograms, supporting both early-stage R&D and commercial supply.
Technical Explanation
The intermediates are produced under fully enclosed reaction systems to prevent air exposure, using automated and program-controlled operation. All material contact parts adopt 316L stainless steel, borosilicate glass and PTFE lining to avoid corrosion and heavy metal contamination. The production workshop meets Class C/D clean grade, with full explosion-proof and anti-static design and nitrogen protection. Temperature and humidity are strictly controlled, and low-temperature production (−80°C capable) minimizes oxidation and decomposition. Every batch undergoes HPLC/GC analysis with a full Certificate of Analysis (COA), and purity is maintained at ≥98%–99%. Supporting equipment includes double-layer glass reactors (10L–200L), rotary evaporators, chromatography columns, and HPLC systems, enabling flexible scaling from lab to commercial batches.
Application & Use-Case Scenarios
The intermediates serve as key raw materials for synthesizing Active Pharmaceutical Ingredients (API) in antiviral and anticancer drug projects. For example, Apalutamide intermediates such as N-Methyl-2-fluoro-4-nitrobenzamide and 5-Amino-3-(trifluoromethyl)pyridinecarbonitrile are used in the production of prostate cancer therapies. Alectinib intermediates (e.g., 2-(4-Ethyl-3-iodophenyl)-2-methylpropanoic acid) support ALK-positive lung cancer drug synthesis. Abemaciclib intermediates, including 4-Bromo-2,6-difluoroaniline and 5-[(4-Ethylpiperazin-1-yl)methyl]pyridin-2-amine, are critical for CDK4/6 inhibitor manufacturing. The company’s export markets include the United States, Europe, Japan, India, Bangladesh, and other regions, serving both innovative drug developers and generic API manufacturers. In addition to oncology, the intermediates are applicable to anti-hepatitis C and anti-diabetic drug projects, as well as veterinary health and biotechnology research.
Market Trend Analysis
Global demand for high-purity pharmaceutical intermediates is increasingly driven by regulatory pressure (ICH Q3D, GMP) and the shift toward complex small-molecule targeted drugs. Developers are seeking suppliers that can provide batch consistency and contamination control without requiring downstream re-purification. The emergence of Chinese manufacturers like Haohong Pharmaceutical, which combines ISO 9001:2015 certification with Class C/D cleanrooms and full batch traceability, is enabling cost-competitive supply without sacrificing quality. Export data from the company shows growing acceptance in regulated markets such as the United States, Europe, and Japan, indicating a trend toward multi-sourcing strategies that include specialized Asian producers.
Comparison With Traditional Solutions
Traditional pharmaceutical intermediate suppliers often operate open or semi-open production lines, relying on post-synthesis purification to meet purity targets. This approach can lead to higher solvent consumption, greater impurity loads, and batch inconsistency. Haohong’s fully enclosed, automated system pre-empts contamination at the synthesis stage, reducing downstream purification burden. Honest limitation: Because Haohong prioritizes high-grade, complex intermediates for oncology and antiviral projects, its portfolio does not cover all commodity-type bulk intermediates. Developers seeking cheap, large-volume generic intermediates for simple APIs may find more cost-effective options among large-scale fine chemical manufacturers without cleanroom requirements.
Future Outlook
Haohong Pharmaceutical is positioned to expand its custom synthesis service for next-generation cancer therapies and antiviral compounds. The company’s current R&D team of 30 engineers and pilot-scale (10L–200L) capabilities allow it to support drug developers from preclinical gram-scale synthesis to commercial tonnage. With the Shandong production base rated at 1,000 tons per year and 40% of output already exported, further capacity expansion in closed-system reactors is likely to meet rising demand from regulated markets. The company’s corporate philosophy—“Pragmatism, Innovation, Integrity”—suggests a steady focus on technical service and quality rather than rapid commoditization.
FAQ
What types of drug projects are Haohong’s intermediates designed for?
The intermediates are applicable to anti-viral and anti-cancer drug projects, as well as anti-hepatitis C and anti-diabetic therapies. They are used as key intermediate raw materials for synthesizing Active Pharmaceutical Ingredients (API) and simplify R&D and production processes.
What purity level can be guaranteed?
Purity is ≥98%–99% as confirmed by HPLC or GC analysis. Each batch is tested and supplied with a full Certificate of Analysis (COA).
What production environment does Haohong maintain?
The production workshop meets Class C/D clean grade. All material contact parts are 316L stainless steel, borosilicate glass or PTFE. The operation is fully enclosed with nitrogen protection and explosion-proof design.
Does the company offer custom synthesis?
Yes. Haohong provides custom synthesis services from gram scale to hundreds of kilograms, including structural customization, purity specification, and process route customization under ODM mode.
How does Haohong ensure batch consistency?
Automated and program-controlled operation, strict temperature/humidity control, and a quality control system covering appearance inspection, chromatographic testing, structural identification, heavy metal testing, and traceability documentation ensure batch-to-batch consistency.
📄 Download Haohong Pharmaceutical Corporate Brochure (PDF) for detailed product lists, certifications, and technical specifications.
Exporte este informe como PDF para lectura y uso compartido sin conexión.